
Le Procédé de Fusion a la Cire Perdue

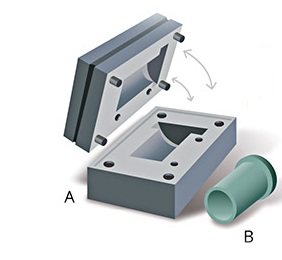
01 – Moulage de cire
La première étape du processus de fusion à la cire perdue est le moulage de la cire ; la cire est injectée dans des moules spéciaux qui donnent à la cire la forme de l’objet à reproduire.
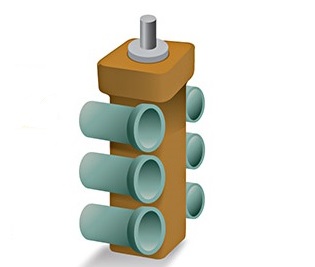
02 – Mise en grappe
Les composants produits par moulage par injection de cire sont assemblés sur un seule structure appelé « grappe de coulée » qui est également faite de cire ; les pièces sont soudées à la grappe par chauffage et fusion légère de ceux-ci.

03 – Création de la carapace en céramique
La grappe ainsi construite, avec les détails à reproduire, est immergée dans un bain de céramique, afin de créer une coque inerte qui peut résister à la température de fusion de l’acier. L’immersion et le séchage relatif sont répétés plusieurs fois, jusqu’à ce que l’épaisseur désirée soit atteinte.

04 – Cuisson de la carapace en céramique
La carapace de céramique est cuite dans le four de frittage à plus de 1200-1300 degrés. Avant la cuisson, il y a un passage à une plus basse température de décirage pour dissoudre la cire qu’elle contient et la réutiliser pour les productions ultérieures. Voir l’étape 1.

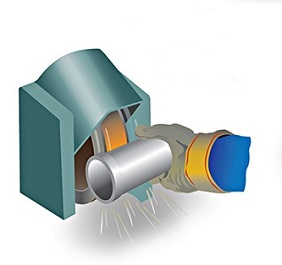
05 – Coulée de l’acier
Après avoir retiré la carapace de céramique du four, ce qui rend l’enveloppe presque vitreuse, l’acier est coulé par gravité. La coulée s’effectue immédiatement après l’extraction du four. Ceci garantit un très faible choc thermique et des courbes de refroidissement extrêmement lentes et contrôlées.
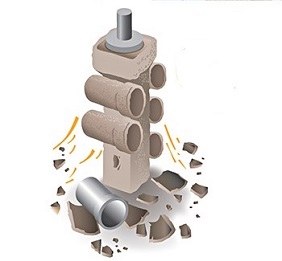
06 – Bris et démantèlement de la carapace
Lorsque le métal est solidifié, la carapace est brisée au moyen d’une machine qui, par un mouvement vibratoire, brise la coque externe, libérant la fusion.
Les pièces sont détachées de la grappe par découpe au meuleuse ou au chalumeau.
07 – Nettoyage des attaques de coulée et usinage.
Les pièces brutes sont d’abord soumises au nettoyage des raccords de coulée, puis à tous les processus accessoires tels que la rectification dimensionnelle, l’usinage CNC, le polissage de surface, etc.
08 – contrôles dimensionnels
contrôles dimensionnels

09 – Emballage, livraison et gestion des stocks avec KanBan
Tous les composants qui passent les contrôles finaux sont prêts à être emballés et livrés par voie maritime ou aérienne. Un service de gestion des stocks qui se base sur la méthode KanBan est actif à notre siège social à Parme afin d’assurer la continuité de l’approvisionnement des clients.