
Investment Casting Process

Il Processo di Microfusione a Cera Persa
Conosciuto anche semplicemente come Fusione a Cera Persa, è costituito da diversi passaggi che si possono suddividere in 3 macro aree.
- Nella prima fase si produce il grappolo in cera, dove le parti stampate ricalcano esattamente l’oggetto da produrre al netto dei ritiri durante la fase di colata del metallo fuso.
- Nella seconda fase si crea il guscio ceramico, che cosituisce la “forma a perdere” dove verrà colato il metallo.
- Nella terza fase del processo di Fusione a cera persa il metallo fuso è versato all’interno del guscio ceramico e successivamente estratto tramite rottura del guscio stesso.
Per un maggior dettaglio su tutte le fasi del Processo vi rimandiamo all’infografica qui sotto.
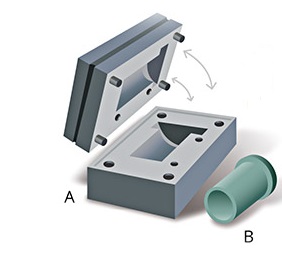
01 – Wax injection
The first step of the Lost Wax Casting Process is wax molding. Wax is injected in specific fitting molds which give the wax the shape of the item to be produced.
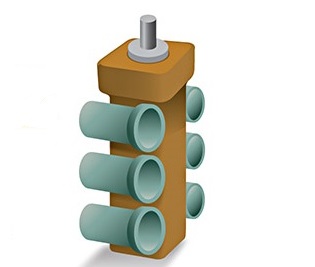
02 – Assembling the “tree”
The wax components created thanks to wax injection are assembled around a common system called the “tree”, also made of wax. The components are welded to the tree by heating and light melting of the components themselves.

03 – Creating the ceramic shell
The tree with the items that are to be produced thus built is then immersed in a special slurry made up of ceramics in order to create an inert shell that may be resistant to the high temperatures of the steel. The immersions and related drying periods are repeated until the needed shell-thickness is achieved.

04 – Firing of the ceramic shell
The ceramic shell is fired in the baking furnace at 1200-1300 degrees. Before the firing process, the items are heated at lower temperatures in order to melt the inner wax and take it out: the wax is then collected for a new process. See Step 1.

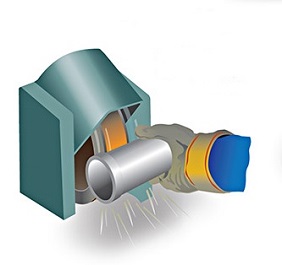
05 – Steel casting
After the extraction of the ceramic shell from the oven, which makes it almost glassy, the following step is the steel casting by gravity. The casting is executed immediately after the removal from the furnace. This guarantees a lower thermal shock and extremely slow and controlled cooling curves.
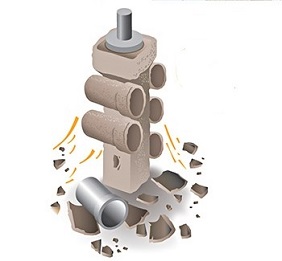
06 – Breaking of the ceramic shell and cut-off
Once the metal cools down and solidifies, a vibrating device breaks the external shell releasing the casting.
The items are detached from the “tree” by cutting them using an angle grinder or fire.
07 – Cleaning of the casting joints and mechanical processing
The rough parts are first subjected to the cleaning of casting joints and subsequently to all additional operations such as dimensional adjustment, CNC machining, surface polishing etc.
08 – Dimensional checking
Some strict dimensional checks are carried out during the process, starting from the chemical analysis of the composition of the casting, to the checks during the processing steps, to the final control before the packaging and delivery.

09 – Packaging, delivering and managing of the stocks with KanBan
All the components passing final checks are ready to be packed and delivered by sea or by air. A of stock managing service relying on KanBan method is active at our headquarters in Parma, in order to ensure continuity of provisions to the clients.