
Metal Injection Molding Process

01 – The raw material and the binder
In the first step of the MIM process, the raw materials, namely the metal powder and its specific binder, are mixed.

02 – Mixing
The metal powder and the binder are inserted into the mixer which creates a homogeneous pelletized feedstock out of the two materials.

03 – Preparation of the raw material
The final compound resulting from the mixing phase has to be pelletized in order for it to be injection molded by means of a press similar to those used with thermoplastic materials.

04 – Raw material (Feedstock)
The pelletized feedstock (raw material) is thus obtained from the granulator and it is ready to be injected into a mold cavity in an injection molding machine.

05 – Injection molding
Through a press similar to those used in the injection molding of plastic materials the feedstock is molded and the resulting component is referred to as a “green” part.

06 – The “green part”
The “green part”, resulting from the mold, is characterized by a larger size, mostly due to the presence of the binder. The “green” qualification derives in fact from its greenish coloring.
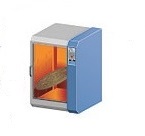
07 – Debinding process
The green parts are inserted inside a low-temperature furnace which allows removing most of the binder inside the feedstock. At the end of this step, the size of the parts is nearly coincident to the final one.

08 – The “brown part”
Once the debinding phase is completed, the part takes on a characteristic brown coloration. The part is now ready for the final step – sintering.
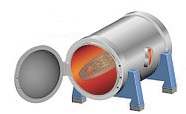
09 – Sintering
The “brown parts” are inserted in specific sintering furnaces, usually in a modified atmosphere. At the end of the sintering process, the part will reach its final size.

10 – The final product
The parts produced with MIM technology end their production cycle on leaving the sintering furnace. The density and the mechanical characteristics of the materials are entirely comparable with the components obtained by mechanical processing from solid. The dimensional precision is also extremely high and makes it possible most of the time not to do further mechanical machining on the final product.